
What started as a simple masking solution in the 1920s has evolved into a multi-billion-dollar industrial sector. Today, high-performance adhesive tapes are the backbone of global logistics, electronics manufacturing, and secure packaging lines.
For B2B procurement managers and packaging engineers, understanding exactly how these tapes are manufactured is critical. The right combination of backing material and adhesive chemistry ensures faster production lines and secure shipments.
In this comprehensive technical guide, you will discover the science behind industrial adhesive tapes, explore the core polymer chemistries, and learn the step-by-step manufacturing process from raw film to the final slit roll.
Common Industrial Adhesive Tape Chemistries

Not all adhesives are created equal. The Pressure Sensitive Tape Council (PSTC) defines pressure-sensitive adhesives (PSAs) as materials that remain permanently tacky at room temperature and adhere to various surfaces with only light finger pressure. They require no water, solvent, or heat activation.
While all PSAs share this tacky characteristic, the base polymer dictates how the tape performs under stress, extreme temperatures, and UV exposure. Industrial tape manufacturers formulate three primary categories of adhesive systems to meet specific operational demands:
1. Rubber-Based Adhesives (High Initial Tack)
Rubber is the oldest and most cost-effective adhesive base. Because natural rubber is not inherently tacky, manufacturers blend it with specialized tackifying resins to create a powerful bond. Rubber adhesive systems are highly preferred for indoor packaging applications, carton sealing, and masking.
Rubber adhesives are divided into two main categories based on their molecular structure:
- Natural Rubber: Features long polymer chains that provide excellent “shear strength” (holding power). They aggressively adhere to Low Surface Energy (LSE) substrates like recycled cardboard and certain plastics. However, they lack UV resistance and will yellow or degrade if left outdoors.
- Synthetic Rubber (Hot Melt): Formulated as a thermoplastic with shorter polymer chains. Hot melt adhesives provide incredible instant adhesion (quick stick) and are highly customizable. They are the undisputed standard for automated carton sealing tapes due to their aggressive bite on corrugated boxes.
2. Acrylic-Based Adhesives (Extreme Durability)

Where rubber adhesives fail under sunlight or extreme temperatures, acrylic adhesives excel. Acrylics are chemically stable against oxidation, making them the ultimate choice for outdoor applications, long-term archival storage, and permanent bonding. While they cost more than rubber, their longevity is unmatched.
Acrylic adhesives are processed using two primary manufacturing methods:
- Solvent Acrylic: The acrylic polymers are dissolved in a chemical solvent. Once coated and dried, they offer exceptional resistance to chemicals, moisture, and extreme temperature fluctuations. They are strictly used for high-performance and critical industrial applications.
- Emulsion (Water-Based) Acrylic: The polymers are suspended in water using surfactants. This creates a highly eco-friendly, low-VOC manufacturing process. They are widely used for general-purpose packaging tapes, though they offer slightly lower moisture resistance than solvent acrylics.
3. Silicone-Based Adhesives (Extreme Temperature Resistance)

Silicone adhesives are the most premium and expensive class of PSAs. They are engineered for critical applications where the tape must survive brutal environmental conditions. Silicone adhesives maintain their flexibility and bonding strength in extreme freezing conditions and high-heat environments (often exceeding 200°C).
They are heavily utilized in the aerospace sector, electrical insulation, and specialized medical applications where the tape must adhere to human skin without causing irritation.
The 10-Step Adhesive Tape Manufacturing Process
The science of tape manufacturing requires massive, high-precision machinery. The process involves treating a raw backing material (the “web”), applying complex liquid or melted polymers, and converting the finished product into usable rolls.
Here is the exact 10-step industrial manufacturing process used by leading source factories to produce high-performance pressure-sensitive tapes:
1. Raw Material Unwinding
The production line begins at the unwinding station. Massive “jumbo rolls” of raw backing material, such as BOPP (Biaxially Oriented Polypropylene), PET film, or Kraft paper, are loaded onto the machine. An automated tension control system ensures the thin film is pulled evenly through the machine without stretching or snapping.
2. Corona Surface Treatment
Plastic films naturally have very low surface energy, meaning glue will not stick to them. To fix this, the raw film passes through a Corona Treater. This machine applies a high-voltage electrical discharge to the surface of the plastic. This microscopic etching raises the surface energy, allowing the adhesive to bond permanently to the film.
3. Primer Application
For high-end industrial tapes, a liquid primer is applied to the freshly corona-treated side of the film. The primer acts as a chemical bridge, ensuring the adhesive anchors perfectly to the backing material and does not transfer off when the tape is unrolled.
4. Release Coating Application
Have you ever wondered why tape doesn’t stick to itself permanently on the roll? Before the adhesive is applied, the reverse side of the film is coated with a microscopic layer of a release agent, typically a silicone-based formula. This critical step ensures the tape unwinds smoothly for the end user without tearing.
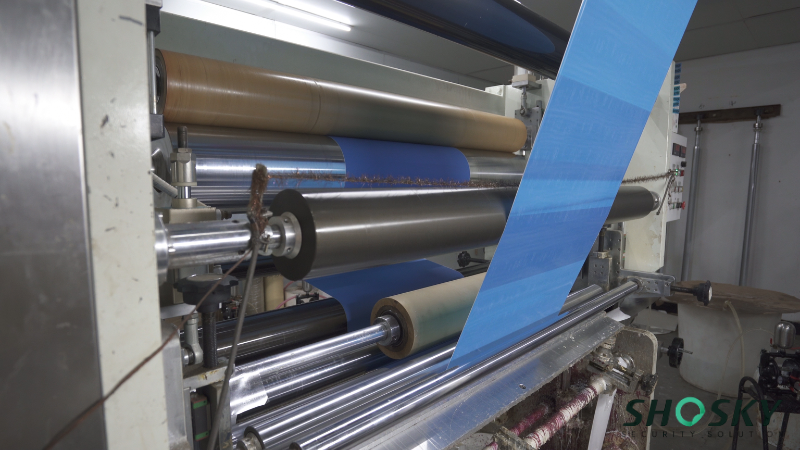
5. Adhesive Coating
This is the heart of the manufacturing process. The method depends entirely on the adhesive chemistry:
- Hot Melt Coating: Solid synthetic rubber blocks are melted at nearly 400°F (200°C) and extruded through a precise “slot-die” directly onto the moving film.
- Solvent/Emulsion Coating: Liquid acrylics are applied using a gravure cylinder or a Meyer bar, ensuring an exact, uniform micrometer thickness across the entire web.
6. Drying and Curing Ovens

If the tape is coated with water-based or solvent-based acrylics, the wet film must travel through massive, multi-zone drying ovens.
These ovens blast the web with hot air to completely evaporate the water or chemical solvents, leaving behind only the pure, solid acrylic adhesive layer. Hot melt tapes bypass the ovens and instead run over chilled cooling rollers to instantly solidify the melted rubber.
7. Rewinding into Jumbo Rolls
Once the tape is fully coated, dried, and cooled, it reaches the end of the coating line. A rewinder machine tightly rolls the finished tape onto massive master cores. These “Jumbo Rolls” can weigh several tons and hold thousands of meters of tape.
8. Precision Slitting
The Jumbo Rolls are moved to the converting department. High-speed slitter machines use a row of razor-sharp rotary blades to cut the massive rolls into the exact widths specified by the customer. For example, a standard carton sealing tape is typically slit into 2-inch (48mm) or 3-inch (72mm) strips.
9. Core Loading and Spooling
As the slitter cuts the tape, the individual strips are simultaneously rewound onto smaller, branded cardboard cores. Advanced automated turrets swap out full rolls for empty cores in fractions of a second, ensuring continuous, high-speed production.
10. Quality Control and PSTC Testing
Before any batch leaves the factory floor, it must pass rigorous quality control protocols. Engineers conduct standardized PSTC (Pressure Sensitive Tape Council) tests.
This includes the “Rolling Ball Tack Test” to measure initial stickiness, the “180-Degree Peel Test” to measure adhesion strength to steel, and the “Shear Test” to verify the tape’s holding power under a suspended weight. Only batches that pass these strict metrics are approved for shipping.
Common Materials Used for the Backing of Adhesive Tapes

The adhesive is only half of the equation. The carrier or backing material significantly dictates the tape’s tensile strength, flexibility, and ultimate industrial application.
The table below summarizes the most common backing materials used in commercial tape manufacturing and their key characteristics:
| Backing Material | Description / Key Features |
|---|---|
| Paper | Known as flatback tape; features a paper backing. |
| Cloth | Woven cloth or fabric layer; provides reinforcement, strength, and heat resistance. |
| Felt | Non-woven material; applied to prevent scratching on substrates. |
| Foam | Backed with foam and liner-protected adhesive; used for sealing, mounting, and weather-stripping. |
| Metal Foil | Includes aluminum, copper, and lead; resists humidity, heat, and flames; used for sealing and PCB production. |
| Plastic Film/Polymer | Thermoplastics and thermosets; can be layered and combined with paper or aluminum for diverse uses. |
| Polyethylene Terephthalate (PET) | Also known as Mylar; polyester film or laminate backing for durability. |
| Polyimide | Heat-resistant tape with polyimide film and silicone adhesive; ideal for flexible circuit manufacturing. |
| Polyvinyl Chloride (PVC) | Vinyl backing that resists wear, abrasion, and weathering. |
| Glass/Fiberglass | Offers durability and resistance to shrinking, burning, and rotting; suitable for extreme conditions. |
| Filament | Also called strapping tape; reinforced with filaments for bundling and shipping irregularly shaped items. |
By matching the correct polymer adhesive with the appropriate backing material, packaging engineers can drastically improve production line speeds and ensure total load security in transit.
FAQs
Q1: Why do acrylic adhesives cost more than rubber adhesives?
Acrylic adhesives require a more complex manufacturing process, including massive drying ovens to evaporate solvents or water. Additionally, the raw acrylic polymers are highly stable and naturally resist UV light, extreme temperatures, and chemical oxidation, making them a premium, long-term bonding solution compared to natural rubber.
Q2: How do manufacturers ensure the tape doesn’t stick to itself on the roll?
During the manufacturing process, a microscopic layer of a “release coating” (usually a silicone-based chemical) is applied to the non-sticky top side of the tape backing. This ensures the aggressive adhesive easily releases when the user pulls the tape from the roll.
Q3: What does “Corona Treatment” do in the tape manufacturing process?
Most plastic films, like BOPP or PET, have a naturally slippery surface that repels glue. Corona treatment uses a high-voltage electrical discharge to microscopically roughen the plastic film. This raises the surface energy and allows the liquid adhesive to anchor permanently to the backing.
Q4: How do you measure the initial stickiness of industrial tape?
Manufacturers use the industry-standard “Rolling Ball Tack Test.” A stainless steel ball is rolled down a specialized ramp onto the sticky side of the tape. The shorter the distance the ball travels before coming to a complete stop, the higher the initial tack (stickiness) of the adhesive.
Conclusion
From its invention in 1925 as a simple painter’s tool to its widespread use across industries today, adhesive tape has become an essential material in modern life. With a wide range of adhesive types, such as rubber, acrylic, and silicone, and backing materials suited for different applications, tape technology has evolved to meet diverse needs.
The detailed manufacturing process behind every roll ensures strength, flexibility, and precision. Whether for packaging, medical use, or electronics, adhesive tapes offer efficient and reliable bonding solutions that continue to support innovation across sectors.
Elevate Your Packaging with Shosky’s Adhesive Tapes
Shosky Security is a premium source manufacturer of advanced adhesive tapes and tamper-evident solutions. We control the entire coating, slitting, and printing process in-house, ensuring absolute quality control and highly competitive OEM pricing. Contact our engineering team today to discuss your specific adhesive requirements and request custom material samples!
